涡轮增压器压气机壳体低压铸造工艺改进(2)
■ 进一步检查浇注系统的结构,发现分流盆容积大,结构有足够的进料能力。在分流盆的生产过程中,为保证铝液内部的温度符合工艺要求,外部用天然气不断加热,目视呈暗红色。分流盆实际温度在530~600℃之间。由于分流槽的温度比铝液工艺的浇铸温度低700~710℃,因此可以断定分流槽内的铝液与分流槽在充填和浇注过程中存在温度传递。保压过程,铝液温度损失,影响加料效率。
■ 拆模后发现分流盆内堆积了大量氧化物。分流盆内壁温度低是造成铝液内壁结皮和形成氧化物堆积的主要原因。
■ 分流池的温度源除了外部天然气的持续加热外,还有来自铝液和坩埚的温度传导。浇注过程中,坩埚内铝液液面逐渐下降,使坩埚内铝液与分流槽铝液之间的距离增大,导致分流槽温度逐渐下降;因此,分流盆的温度是不稳定的。
■ 分流池温度不稳定是分流池内铝液温度损失过大、加料不足和氧化物生成的主要原因。
■ 2. 铸造工艺改进和生产验证
从原工艺分析可以发现,造成缺陷的主要原因是分流池温度不能得到有效控制。因此,对浇注系统和浇注装置进行了改进和优化,取消了分流盆结构,立管直接与铸件相连,每个型腔都有独立的立管。
独创的立管和炉盖结构设计,立管管口与炉盖接触的长度超过20厘米,导致立管处快速散热铝液口及温度损失大;通过改进立管和炉盖的结构,立管口暴露在保温炉内,通过炉内气氛温度对炉膛进行保温,如图5所示。
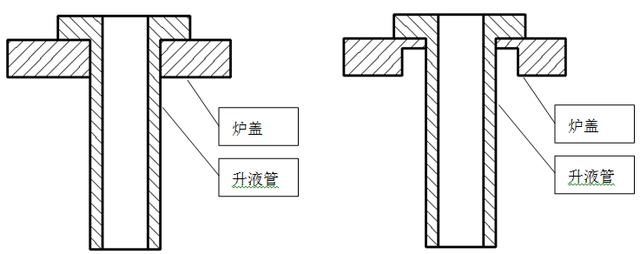
(a) 改进前炉盖结构 (b) 改进后炉盖结构
图5 炉盖结构改进对比
■ 同时取消了分流盆,缩短了冒口管与模腔的距离,从根本上解决了熔液温度低的问题。铝在生产过程中。铸件收缩问题。从仿真结果可以看出,改进后的产品灌装过程流畅流畅;凝固过程以自上而下的顺序凝固,形成有效的进料。
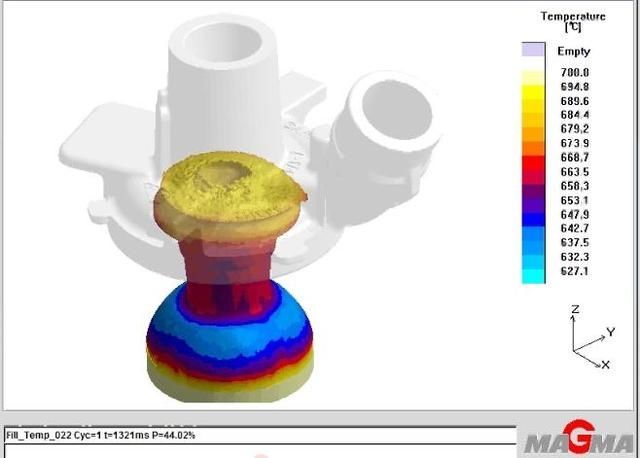
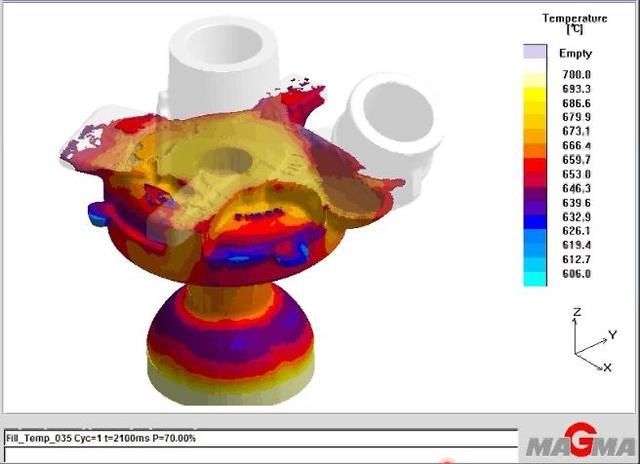
图 6 改进的填充过程
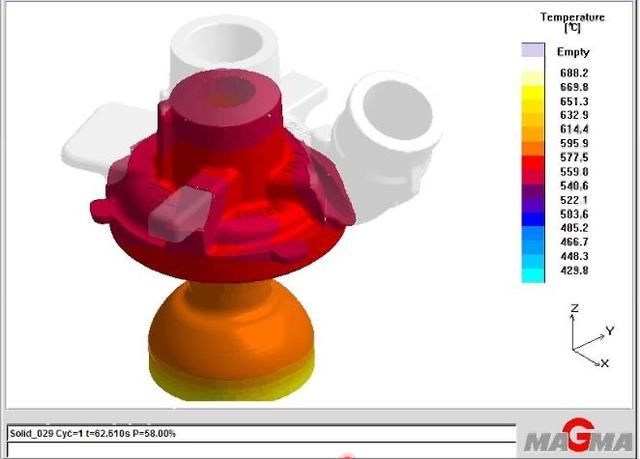
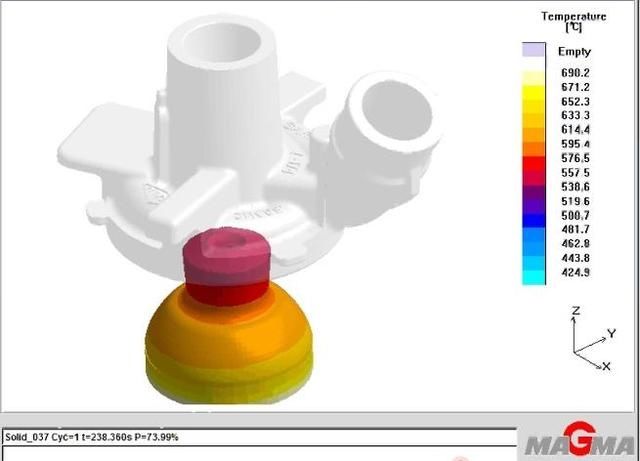
图 7 改进凝固过程
■ 使用此工艺生产零件并取样进行 X 射线检测,同时取样进行金相分析。可以看出,铸件的内在质量非常理想,说明分流盆去除工艺的改进非常有效,该工艺解决了进料不稳定和夹渣的问题。
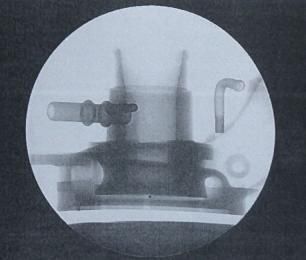
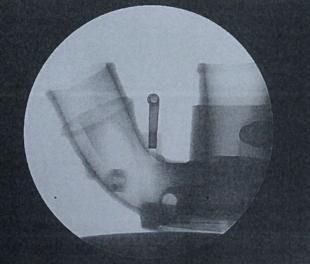
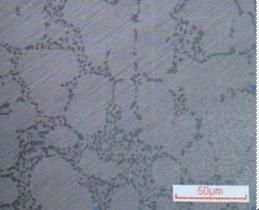
(a) X 射线检测 (b) 金相检测
图 8 改进后的铸件
■ 3. 结论
(1)浇注系统取消了分流盆结构,缩短了铝液与铸腔的距离,排除了不确定因素,更有利于铸件质量的稳定控制。
(2)浇注系统取消了分流池结构,降低了天然气加热分流池的能源成本,同时也提高了工作环境的温度。
(3)通过工艺改进,铸件质量达到技术质量要求,废品率控制在4%以内。
本文引用的格式:曲家龙。涡轮增压器压气机壳体低压铸造工艺改进[J].特殊铸件和有色合金,2021,41 (4):518-520。
大型耐热镁合金外壳低压铸造工艺模拟
电动客车水冷外壳“压铸实践”低压铸造工艺
文章来源:《特种铸造及有色合金》 网址: http://www.tzzzjyshjzz.cn/zonghexinwen/2021/0707/799.html
上一篇:翡翠中的特种翡翠:春带彩和黄加绿,你喜欢的
下一篇:铸造工艺和锻造工艺有什么区别?